Resisting Rust
by Nicholas Hudson & Ankil Sanghvi
This article was originally published in pv magazine - April 2026 Edition.
Over a 30-year asset life, corrosion can evolve into a structural, electrical, and fire safety issue. Corrosion drives up operations and maintenance (O&M) costs, reduces resilience to extreme events, and in some cases, can force premature decommissioning or complete structural replacement Intertek CEA’s Nicholas Hudson and Ankil Sanghvi advise on best practices.

Periodic checks for corrosion on galvanized steel components are advisable. Reactive repairs are often too late.
Solar steel is not rendered disfunctional the moment rust appears. Designers build in a margin of material thickness above the minimum required to resist expected loads. But when corrosion affects electrical connections, it can shift from a reliability concern to a safety issue.
Corrosion concentrates at interfaces like bolted connections, weld seams, and cut edges, where moisture, debris, and movement can erode protective coatings.
“Corrosion control works best when teams treat it as a lifecycle program rather than a warranty clause”
Fasteners are a frequent pain point. Rust can seize bolts, turning routine maintenance into labor-intensive cutting and replacement. It can also degrade the joint itself when small changes in tolerances and friction between contact surfaces create movement under dynamic and cyclical loading, accelerating wear.
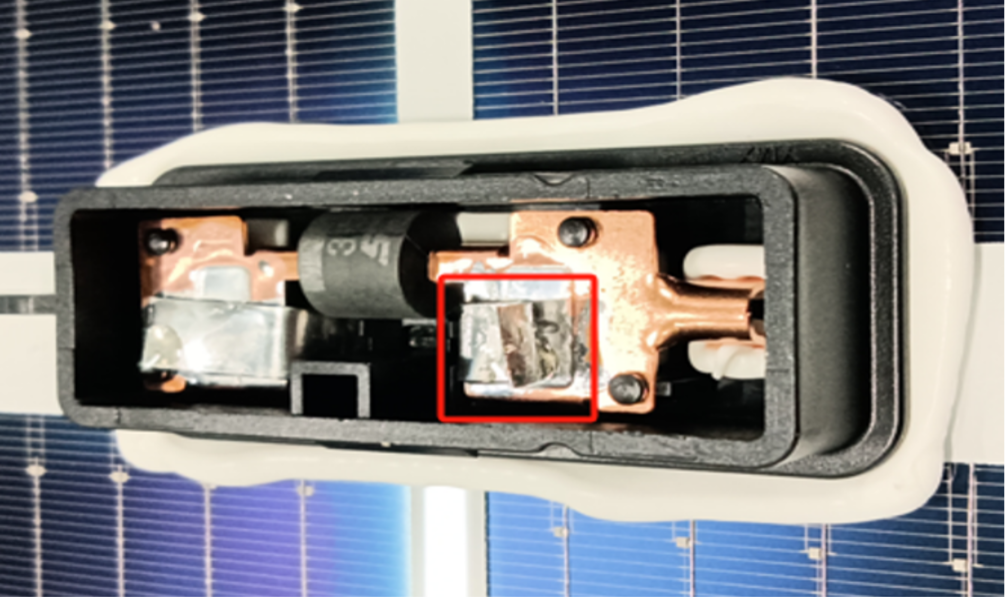
In practice, electrical corrosion often appears in the form of compromised grounding continuity, by interrupting the metal-to-metal pathway that carries fault current from module frames through the racking system and into grounding conductors. That loss of continuity complicates fault detection and raises safety concerns. At terminals, lugs, and connectors, corrosion can raise resistance, generate heat, and physically separate conductive surfaces. In the worst case, this combination can contribute to disconnection, arc faults, and elevated fire risk.
Causes of corrosion
Most corrosion issues come from three underlying causes: protection that is poorly designed for the environment in the first place, protection that gets damaged in the field, and component choices that accelerate corrosion at interfaces.
Utility-scale tracker and racking structures most often rely on hot-dip galvanizing for protection. Zinc acts as a sacrificial layer through galvanic corrosion, whereby the zinc preferentially corrodes first, protecting the steel underneath until the zinc layer depletes.
That makes galvanizing thickness a central variable in the measure of a component’s corrosion resistance. The thickness required depends on the environment and the design life. If the coating starts thinner than specified, or if the specification does not reflect true site exposure, the zinc layer can be consumed faster than planned, and corrosion of the underlying steel can begin far earlier than a project manager expects.
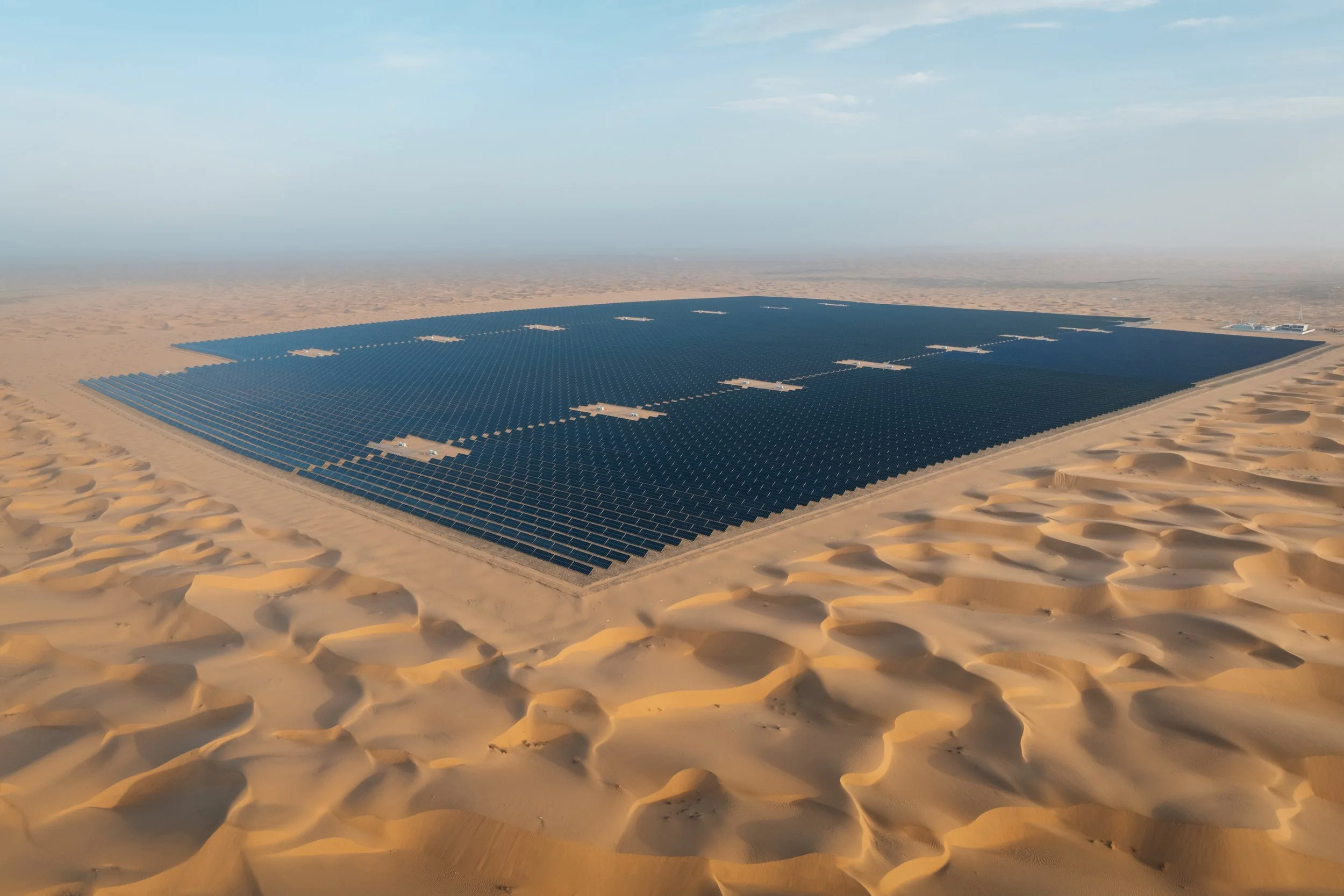
A system specification that may be perfectly suitable for an inland site may be completely inadequate for a coastal site, or one with highly corrosive soil properties. There is no one-size-fits-all specification for corrosion protection.
When corrosion appears sooner than expected, start with coating thickness measurements to confirm whether the zinc layer is present and whether it aligns with the engineer’s specification. If results are abnormal or inconsistent, metallurgical analysis can help determine the cause - for example, by characterizing the coating and steel composition and confirming how the protective system was applied.
Even when galvanizing is applied correctly, straps, forks, lifting points, and stacking can scrape coatings. The process of bolting on connections can remove protective material on threads. Those exposed areas often require touch-up, and teams sometimes underestimate how consistently touch-up must happen across tens of thousands of connections.
When materials sit for extended periods in wet staging conditions, or when touch-up is missed, corrosion can start at exposed points. Without close inspection, it’s difficult to determine where the protective layer is intact and where it has been removed. Zinc galvanizing usually adds a gray and hazy appearance to steel products, but sometimes, especially when applied in thinner layers to parts without a high risk of corrosion, it can appear almost as smooth and shiny as bare steel.
Finally, component selection and compatibility can accelerate corrosion at critical interfaces. Connector cross mating – pairing components from different manufacturers that were never intended to mate – can introduce dissimilar metals and fit tolerances that promote galvanic corrosion. As resistance increases, heating occurs at the interface, potentially both a reliability and a safety issue.
Best practices
Corrosion control works best when teams treat it as a lifecycle program rather than a warranty clause. This requires clear specifications up front, verification at the right points in the supply chain, and a monitoring plan once the site is operating.
Prevention starts with corrosion specifications tied to the actual site. Match coating thickness and materials to the environmental reality - including coastal exposure, soil conditions, drainage patterns, and expected wet-dry cycling.
One of the highest-leverage steps is earlier verification. Many manufacturers outsource galvanizing, so quality control must extend to the galvanizing facility itself. Coating thickness checks before shipment can catch problems when fixes are as easy as possible; waiting until material reaches the site often limits options to field repairs, monitoring, or replacement.
Packaging and handling should minimize scraping and impact damage. Teams should avoid long staging periods in conditions that trap moisture, and where possible, keep steel off bare ground and out of pooled water.
Consistent touch-up is essential, using cold galvanizing materials, anywhere crews find exposed bare steel, including on threads and cut edges.
When corrosion appears, a clear inspection and diagnosis workflow helps teams respond with measurements rather than assumptions. A practical approach starts with visual walkdowns to map corrosion clusters. Coating thickness measurements follow at representative locations, particularly at interfaces and other high-risk points.
Metallurgical analysis is a separate, deeper diagnostic step. Use it when thickness results are inconsistent, when corrosion appears unusually severe, or if there is reason to suspect problems with the coating system or base material. This sequence helps distinguish cosmetic staining from true coating depletion and material loss.
Owners can reduce long-term risk through periodic checks rather than reactive repairs. Spot-check galvanizing thickness every five years. Interpret results against the original corrosion specification or a recreated thickness-loss schedule.
For electrical corrosion risks, mitigation includes specifying outdoor-rated, listed hardware for terminals, lugs, and bonding components. Prevent connector cross-mating, and treat any sign of heating, discoloration, or loosening at connections as a prompt for inspection, torque verification, and potential replacement.
Projects that stay ahead of corrosion treat it as a measurable and controllable performance variable. This requires clear acceptance criteria, documented remediation practices, and periodic verification.
Nicholas Hudson is principal engineer at Intertek CEA. A US-trained civil engineer and licensed professional engineer, Hudson joined Intertek CEA after five years with Sun-Power. He brings deep experience in structural engineering, site assessment, and solar asset due diligence. Based in Austin, Texas, he leads analysis on site conditions, permitting, and construction risk for utility-scale projects.
Ankil Sanghvi is a senior engineering manager at Intertek CEA with over 11 years of experience in the PV industry, specializing in field inspections, failure analysis, and risk mitigation for utility-scale and commercial assets. He leads site inspection and field-testing programs and has overseen more than 1,200 PV system inspections across multiple geographies, supporting over 26 incident and loss investigations involving fires, equipment failures, and extreme weather events.